選擇手工、全自動切割時,應清除爐渣及濺出物,切割質量應符合下列要求:
手工制作切割的切割線與號料線的偏差不大于2毫米,全自動切割不大于1.5毫米;
橋架抗震支架創口內孔不平整度不大于產品工件薄厚的百分之十,且不大于2毫米。
支撐吊架的地腳螺栓孔不能用刨床或手鉆生產加工,也不能用癢乙炔氣體火焰切孔。孔的生產加工偏差不可超出其防震支架價格自由公差。
管道支架的卡環(U型卡)由扁鋼卷制成,弧形部分應光滑均勻,規格應與管徑一致。
滾動或翻轉支吊架的滑到生產加工后,應當采用保障措施,避免 刮傷或是碰損。
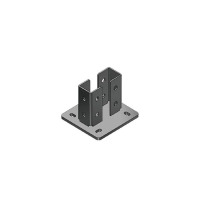
支吊架應當依照設計方案規定來制做,其拼裝的規格偏差不可以超過3毫米。
管道支吊架的角焊縫應當焊肉圓潤,過多圓潤,焊孔高寬比應當不少于薄件薄厚的1.5倍。電焊焊接形變務必要開展糾正。
制做達標的支吊架,應當刷涂防腐漆和標識,而且妥當的存放。碳素鋼支吊架應當有相對應的材料標識,而且獨立儲放。

電話 13736007081(蒲總)